

QC11K-6X2500Ъ§ПиЧАЫЭСЯвКбЙеЂЪНМєАхЛњ
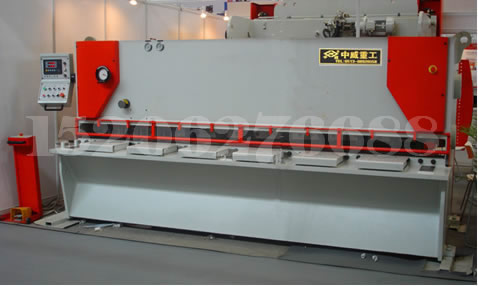
QC11K-8X3200Ъ§ПиеЂЪНМєАхЛњ

адФмгыЬиЕуЃК
ШЋИжКИНгНсЙЙЃЌзлКЯДІРэЃЈеёЖЏЪБаЇЁЂШШДІРэЃЉЯћГ§ФкгІСІЃЌгаКмКУЕФИеадгыЮШЖЈадЃЛ
ВЩгУЯШНјЕФМЏГЩЪНвКбЙЯЕЭГЃЌПЩППадКУЃЛ
ЯћГ§ЕМЙьМфЯЖЃЌЬсИпМєЧажЪСПЃЛЛњЖЏКѓЕЕСЯЃЌЪжЖЏЮЂЕїЃЌЪ§зжЯдЪОЃЛ
ЕЖЦЌМфЯЖгаЪжТжЕїећЃЌбИЫйЁЂзМШЗЁЂЗНБуЁЃ
ОиаЮЕЖЦЌЃЌЫФИіШаПкОљПЩЪЙгУЃЌЪЙгУЪйУќГЄЁЃМєЧаНЧПЩЕїЃЌМѕЩйАхСЯХЄЧњБфаЮЃЛ
ЩЯЕЖМмВЩгУФкЧуНсЙЙЃЌБугкТфСЯЃЌВЂФмЬсИпЙЄзїЕФОЋЖШЃЛ
ОпгаЗжЖЮМєЧаЙІФмЃЛОпгаЕЦЙтееУїзАжУЙІФмЃЛ
здЖЏЧАЫЭСЯКѓЭаСЯзАжУЃЈПЩСэбЁдёХфжУЃЉЃЛ
жївЊХфжУЃК
Ёё вКбЙВПЗжЃКПЩХфЕТЙњВЉЪПвКбЙЯЕЭГ
Ёё ХфЙњФк ФкФіГнТжБУЃЈЩЯКЃЃЉ
Ёё ХфЙњФк гЭИзЁЂжївЊУмЗтМўЮЊЛЊЖћПЈЛђЖІЛљ
Ёё ЕчЦјВПЗжЃК ХфНјПкКЩРМЪ§ПиЯЕЭГЁЂХфЮїУХзгБДЕУжїЕчЛњ\ЮїУХзгЕчЦјдЊМў
Ёё ЦфЫћжївЊВПЗжЃКХфЩЯКЃЕЖЦЌЁЃ
DAC310МєАхЛњзЈгУЪ§ПиЯЕЭГ
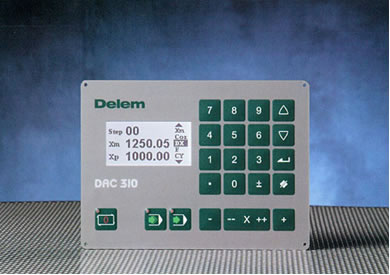
DAC-310МєАхЛњзЈгУЪ§ПиЯЕЭГЃЌВЩгУ аТЕчзгММЪѕЃЌОпгаНсЙЙНєДеЃЌЙІФмЭъШЋЕШЬиЕуЃЌЮЊМєАхЛњЕФКѓЕВСЯЁЂЕЖПкМфЯЖКЭМєГЬПижЦЬсЙЉвЛЬзЖРЬиЕФНтОіЗНАИЁЃ
КѓЕВСЯжсПижЦЗНЪНЃЌжЇГжЫХЗўЕчЛњПижЦЁЂЫЋЫйНЛСїЕчЛњПижЦКЭБфЦЕЕїЫйПижЦЁЃ
ИљОнОпЬхгІгУЃЌКѓЕВСЯПЩбЁдёЫЋЯђЖЈЮЛЛђбЁдёЯћГ§ЫПИЫМфЯЖЕФЕЅЯђЖЈЮЛЁЃ
КѓЕВСЯВЮПМЕуПЩЩшЖЈПЊЛњздЖЏбАевЛђЖЯЕчМЧвфКѓЕВСЯЮЛжУЁЃ
ЭЈЙ§бЁдёвЦЖЏАДМќЃЌбЁдёСНжжЫйЖШЪжЖЏвЦЖЏКѓЕВСЯЁЃ
ИпЧхЮњЕФLCDЯдЪОЃЌЬсЙЉСЫЧхЮњЁЂПьЫйЁЂМђЕЅЕФБрГЬБуРћЁЃ
КѓЕВСЯЕФЪЕМЪЮЛжУжЕКЭБрГЬжЕЭЌЪБЯдЪОЃЌГЬађМЦЪ§ЕФбЁМўЙІФмвВПЩЭЌЪБЯдЪОЁЃ
УПвЛГЬађВНЬсЙЉЙЄВНСДНгЁЂЬгСЯОрРыЁЂжиИДМЦЪ§ЕШЩшЖЈЁЃ
DAC-310ЙІФмЃК
ЁЄИпЧхЮњLCDЯдЪО275ЁС48ЯѓЫи
ЁЄКѓЕВСЯЕФПижЦ
ЁЄЕЖПкМфЯЖЕФПижЦ
ЁЄМєЧаааГЬЕФПижЦ
ЁЄКѓЕВСЯЪЕМЪЮЛжУгыБрГЬжЕЭЌЪБЯдЪО
ЁЄМєЧаМЦЪ§
ЁЄ100ИіГЬађВН
ЁЄУцАхЪНАВзА
ЁЄЫХЗўПижЦ/БфЦЕЕїЫйПижЦ/ЫЋЫйНЛСїЕчЛњПижЦ
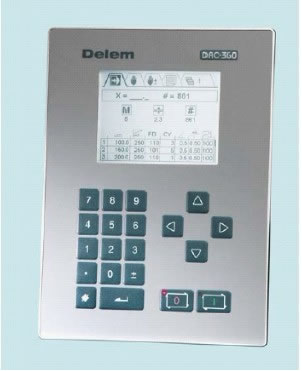
DAC350МєАхЛњЪ§ПиЯЕЭГ
ЪЪгУгкШЋЙІФмЧАЫЭСЯЛђКѓЕВСЯЕФМєАхЛњЕФздЖЏПижЦЁЃЁЁ
ВЩгУИпЧхЮњLCDЯдЪОЃЌВЫЕЅЪНБрГЬЗНЪНЁЃ
МєЧаНЧЖШЁЂЕЖЦЌМфЯЖЁЂМєГЬздЖЏМЦЫугыПижЦЁЃ

ВЩгУОјЖдЮЛжУгыЯрЖдЮЛжУБрГЬЁЃ
здЖЏЫббАВЮПМЕуЃЌвВПЩЩшжУМЧвфЖЯЕчЮЛжУЁЃ
ЖрИіздЖЈвхИЈжњаХКХЪфГіЁЃ
ЖРЬиЕФЪжТжЩшжУЃЌЗНБуЛњДВЕФЕїећЁЃЁЁЁЁ
ВЩгУФЃПщЛЏНсЙЙЃЌШсадЖЈвхЛђРЉеЙX1-X2ЭЌВННјИјПижЦКЭЪфжњZжсПижЦЁЃ
здеяЖЯГЬађЁЃ
ЕЅЯђЖЈЮЛгыЫЋЯђЖЈЮЛЗНЪНПЩбЁЁЃ
RS232ДЎааНгПк
МЦЪ§ЗНЪНЩшЖЈЃЈдіМЦЪ§ЛђМѕМЦЪ§ЃЉ
жївЊММЪѕжИБъЃК
|
ЮЛжУЩшЖЈЗЖЮЇ 0-16ЃЌ000mm |
МєЧаМЦЪ§ 0-9999 \ |
|
ЮЛжУаЃе§(V6.4вдЩЯ) |
ЕЅВНжиИД Дѓ 999 |
|
ЭЫШУОрРыЗЖЮЇ 0-999.99mm |
гябдбЁдё |
|
ЙІФмЩшжЦЪфГі F1-F4 |
ВФСЯбЁдёЃЈ4жжЃЉ |
|
МєЧаНЧЖШЩшЖЈ 0-45Ёу |
ЕчдД 20-32VDC/1A |
|
ЕЖПкМфЯЖЗЖЮЇ 0-9.99mm |
ЙтЕчИєРыЪфШы 0-24VDC |
|
МєГЬПижЦЗЖЮЇ 0-999mm |
ЙтЕчИєРыЪфГі 0-24VDC |
|
ПЩПижЦжБСїЕчЛњЁЂНЛжБСїЫХЗўЕчЛњЃЈ+/- 10v ЪфГіЃЉЃЌЫЋЫйЕчЛњ |
|
5VЛђ12VЕЅЯрБрТыЦї ИпМЦЪ§ЦЕТЪЃК50kHz |
DAC360ИпМЏГЩШЋЙІФмМєАхЛњПижЦЯЕЭГ
4.7ЁАLCDЯдЪОЃЌОпгаКѓЕВСЯЃЌЕЖЦЌМфЯЖЃЌ МєГЬЃЌМєЧаНЧЖШздЖЏПижЦЃЌ МєЧабЙСІздЖЏМЦЫуЁЃФкДц100ИіГЬађЃЌ УПИіГЬађПЩга25ИіГЬађВНЁЃ I/OЖЫПкШсадЖЈвхЁЃ








 ЁЁЩЯвЛИіЃКАкЪНМєАхЛњЯЕСа
ЁЁЩЯвЛИіЃКАкЪНМєАхЛњЯЕСа

